
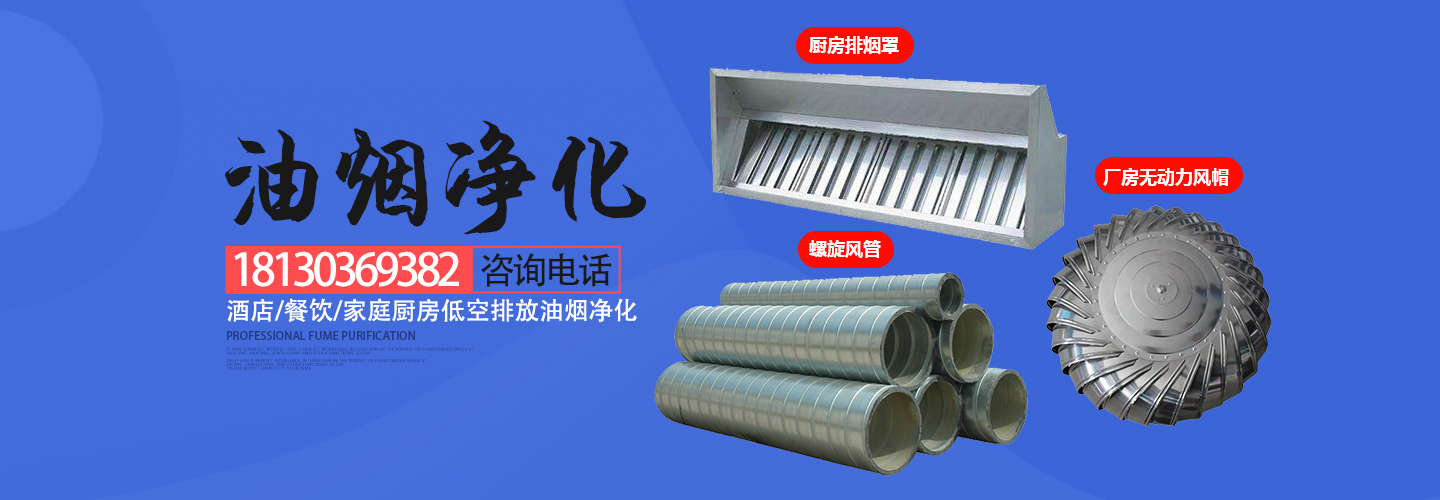
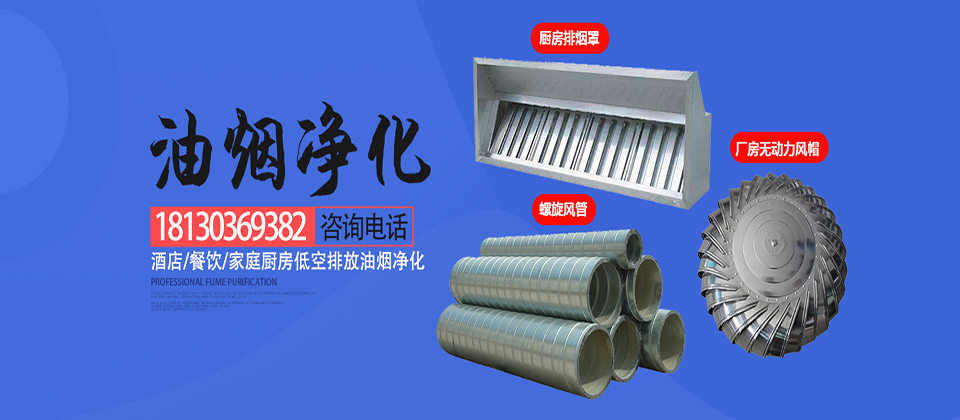


螺旋(xuán)風管選用先進技術設備後,如果配備與其他工序相對應的加工設(shè)備,各(gè)工序空調風管的加工進度和質量都會有較大提升(shēng),但加工工藝仍(réng)為多工序分離加(jiā)工(gōng),仍需大量人力在多(duō)台設備(bèi)上旋轉(zhuǎn),空調風管的加工規劃、加工力和質量仍停留(liú)在(zài)較低階段。可(kě)喜的是,選(xuǎn)用普通板式法蘭連接技術後,空調風管的加工工序不(bú)僅(jǐn)少(shǎo)了,還(hái)省去了許多人工操作工序,仍需下料、切角、壓(yā)筋、普通板式法蘭成型(xíng)、咬角(jiǎo)縫(féng)、組裝等工序。
送冷風和送熱風常見的方式是中央空調的管道,需要保(bǎo)溫。還可在內部粘貼(tiē)保溫材料,使風管具有美觀的螺旋狀外觀,並可避免吊頂,降低工程造價。螺旋風管(guǎn)的製造自動化程度高,生產速度非(fēi)常快(kuài)。一般風管每分鍾可產(chǎn)生20~40米,是(shì)由於其原材料鍍鋅帶鋼價(jià)格低於(yú)整體鍍鋅鋼板,其工廠(chǎng)化生產和標準(zhǔn)標準化使(shǐ)成本低於矩形風(fēng)管。







白鐵皮通風管道的安裝方法:
1.支吊架製造裝置
根據規範要(yào)求,不(bú)同規格的白口鐵皮通風管采用不同尺寸的支吊架。吊杆的長度應根據白口(kǒu)鐵(tiě)皮風管的(de)比例(lì)和裝置高度以及地板梁或鋼架的高度進行切割和加工。吊杆掛碼采用角(jiǎo)鋼加工,吊杆(gǎn)端部螺紋符合風管標高調整要求,吊杆頂部用角鋼碼焊接固定,吊杆刷防鏽漆(qī)和麵漆兩(liǎng)遍。吊杆製造完成後,可根據風管的放置方向進行安裝,間距符合規劃及規範要求。
2.白鐵皮通風管道的吊裝
白鐵(tiě)皮通風管道的(de)安裝應符合規劃圖(tú)紙和國家規範的要求。安裝風道前,清潔裝(zhuāng)配零件。然後,根據(jù)圖紙中各(gè)係統的分布和製造的風管數量,放置(zhì)和組裝鐵皮風管。吊裝前檢查風管刻(kè)度和軸線方向。
起重作業的手動葫蘆可由起重班組配合使用。吊裝過程中注意白鐵皮風管的平衡吊裝,防止側滑或傾倒。風管用角鋼橫擔固定在支吊架上。安裝白鐵皮通風(fēng)管道時,主管盡量靠近梁底,支管盡量高。穿插作業時,要與(yǔ)水電施工協(xié)調,共(gòng)同注意安全。安裝完畢後,檢(jiǎn)查風管裝置高度是否符合(hé)規劃(huá)要求,風管水平度、垂直度是否符合規範要求,支架是否歪斜,支架間(jiān)距是(shì)否符合要求。
風管加固措施(shī):矩形風管(guǎn)邊(biān)長≥ 630mm及保溫風管邊長≥ 800毫米。當管段長度超過1.2m時,應使用加勁肋或其他鋼筋。


管子——我(wǒ)們(men)在生活中隨處可見,雨水管、下(xià)水道管、排水管等等,但是這都不是我們要介紹的(de)管子,小編要說的管子是螺旋(xuán)風管的一種(zhǒng)。螺旋式風管又分為許多種,其(qí)中(zhōng)白鐵風管(guǎn)就是其中之一,這種白鐵風管就(jiù)算是在潮濕的環(huán)境中也不會腐蝕、生(shēng)鏽,是不少人喜愛的(de)一種風管。
螺旋式風管的安裝大大減少了(le)管道與管道的接合點,降低了管道接頭(tóu)處泄漏的程度(dù),典型的螺旋(xuán)式風管長度為3~6米,而矩形風管(guǎn)長度僅為1~1.5米;兩(liǎng)個螺旋式風管的連接隻需(xū)一根管道接頭,而傳統的矩形風管連接通(tōng)常需要(yào)一個完全獨立的雙法蘭係(xì)統。
一、產品標準化
白鐵(tiě)螺旋管附件(管件和(hé)接頭)的生產(chǎn)已經高度自動化、係統化,並實現了工業化生產。
二、低(dī)安裝費
環形管路係統的安裝時間僅為矩形管路的1/3。
三、通常隻需要較小的安裝空間
同樣的安裝(zhuāng)空(kōng)間(jiān),直徑為200 mm的圓形管子可(kě)以代(dài)替250×150 mm的(de)矩形管子,而不會產生任何壓降。幾個平行的圓管代替扁平的矩形管,而無需額外的安裝空間。綜合考慮(lǜ)各種因素,在大多數(shù)情況下,圓形管子比長方形管子占用(yòng)更少的空間。對於同樣的壓力特性,幾個圓形管道(dào)的安裝空間通常與一個(gè)矩形管道的安裝空間(jiān)一樣(yàng)或更少。很多長方形(xíng)管係(xì)需要用4個螺栓係(xì)統來安裝,因此管係每個方向都要增加40~80 mm。


您好,歡迎蒞臨蕪(wú)湖亚洲色天堂国产,歡迎谘詢(xún)...
 觸屏(píng)版二維碼 |





