
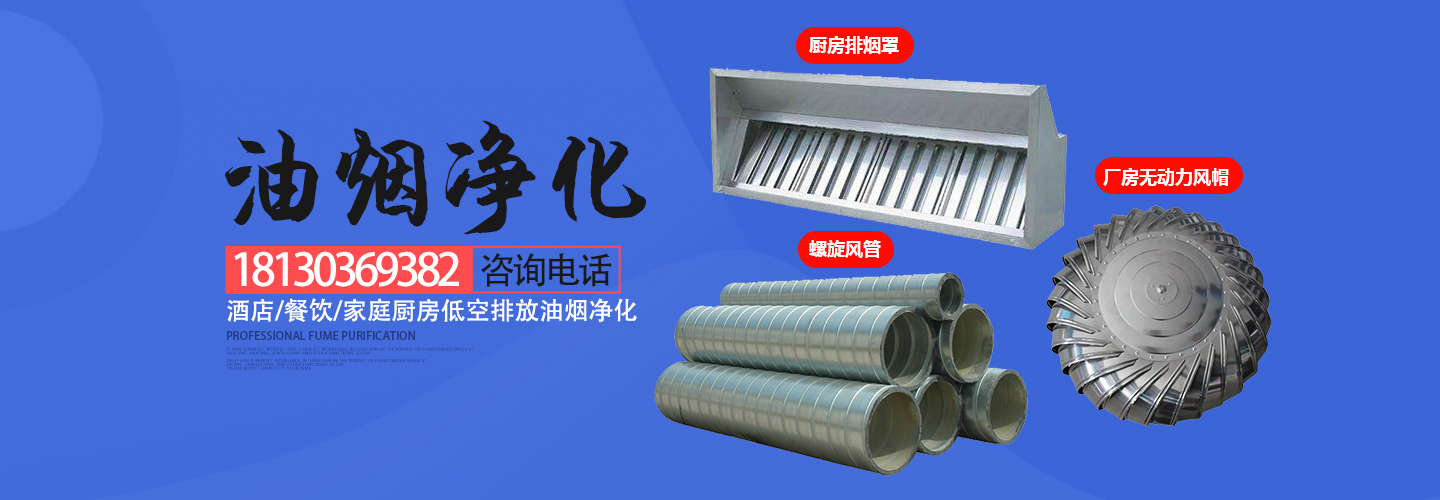


風管材料的選材大致可分兩大(dà)類:金屬板和非金屬板。金屬板又分為普通(tōng)鋼板、鍍鋅鋼板、不(bú)鏽鋼板、鋁板等,其中以(yǐ)傳統的鍍鋅鋼板為常用;非金屬板可分為硬聚(jù)氯乙希、有機玻璃鋼、無機玻璃鋼以及近幾年新崛起的複合型輕質保溫風(fēng)管,如(rú)酚醛、聚氨酯、聚本乙烯、玻璃纖維等幾類。其中鍍鋅風(fēng)管應(yīng)用為廣泛。
鍍鋅鐵皮風管製作規範中,鍍鋅風管加固要求中有一個(gè)條件是“風管長度(dù)大於1200mm需要采取加固措施”,采用原材料寬(kuān)度1250mm作為製作管段標(biāo)準原材料長度,成型1160mm長標準管段,可以節省部分管段加固(gù)材(cái)料(liào),進一步節省(shěng)材料和人工。







排煙風管的作業條件:
(1)集中加工應具有寬(kuān)敞(chǎng)、明亮、潔(jié)淨、地麵平整、不潮濕的(de)廠房。
(2)現場分散加工應具有能防(fáng)雨雪、大風(fēng)及結構牢固的設施。
(3)作業地點要有相應加工工(gōng)藝的基本機具、設施及電源和可靠的安全防護裝置,並配有消防器材。
(4)風管製作應有批準的圖(tú)紙、經審查的(de)大樣圖(tú)、係統圖,並有施工員的技術質(zhì)量及安全交底。


蕪湖(hú)鑫(xīn)森螺旋風管施工是按照(zhào)以下方(fāng)法進行的:
1.根據圖紙及大樣風管不同的幾何(hé)形狀(zhuàng)和規(guī)格、分別(bié)進行劃線展開。
2.板材剪切必(bì)須進行下料的複核,以免有誤,按劃線形狀用機(jī)械剪刀(dāo)和手(shǒu)工剪刀進(jìn)行剪切。
3.剪切時,手嚴禁伸入機械壓板空隙中。上刀架不準放置工具等物品,調(diào)整板料時(shí),腳不能放在踏板上。使用固定式震動剪兩手要扶穩鋼板,手離刀口(kǒu)不得小於5cm,用力均(jun1)勻適當。
4.板材下料後(hòu)在軋口之前,必須用倒角機或剪刀進(jìn)行倒角(jiǎo)工作。
5.咬(yǎo)口寬度和留量根據板材厚度而定,應符合要求構造和焊接方法而(ér)定(dìng)。
6.鉚釘連(lián)接時,必須使鉚釘中心線垂直於板麵,鉚釘頭應把板材壓緊,使板縫密合並且鉚釘排列整(zhěng)齊、均勻。板材(cái)之間鉚接,一般中間可不加墊料,設計有規定時,按設計要求進行。
7.咬口連接根據(jù)使用範圍選(xuǎn)擇咬口形(xíng)式。適(shì)用範圍可(kě)參照下表。
8.咬口時手指(zhǐ)距滾輪護殼不小(xiǎo)於5cm,手柄不(bú)準(zhǔn)放在咬口機軌道上。
9.咬口後的板料將畫好的折方線放在(zài)折方機上,置於下模(mó)的中心線。操作時使機械上刀片中心線與下(xià)模中心線重合(hé),折(shé)成(chéng)所需要的角度。
10.折(shé)方(fāng)時應互(hù)相配合並與折方機保持一定(dìng)距離,以免被翻轉的鋼板或配(pèi)重碰傷。
11.製作圓風管時,將咬口兩端拍(pāi)成圓弧狀放在卷圓機上圈圓,按風管圓徑規格適當調整上(shàng)、下輥間距,操作時,手不得直接推送鋼板。
12.折方或卷圓後的鋼板用合口機或(huò)手工進行合縫。操作時,用力(lì)均勻,不宜過重(chóng)。單、雙口確實(shí)咬合,無脹(zhàng)裂和半咬口現象。


您好,歡迎(yíng)蒞臨蕪湖亚洲色天堂国产,歡迎谘(zī)詢...
 觸屏版二(èr)維碼 |





